在机械加工领域,车铣复合加工是一种常见的加工方式,它将车削和铣削过程结合在一起,以提高加工效率和精度。而C轴编程则是车铣复合加工中的关键部分,它负责控制工件在旋转轴(通常为主轴)周围的转动。下面是一个简单的车铣复合C轴编程实例,让我们一起来了解。
在编写车铣复合C轴程序之前,首先需要进行一些准备工作:
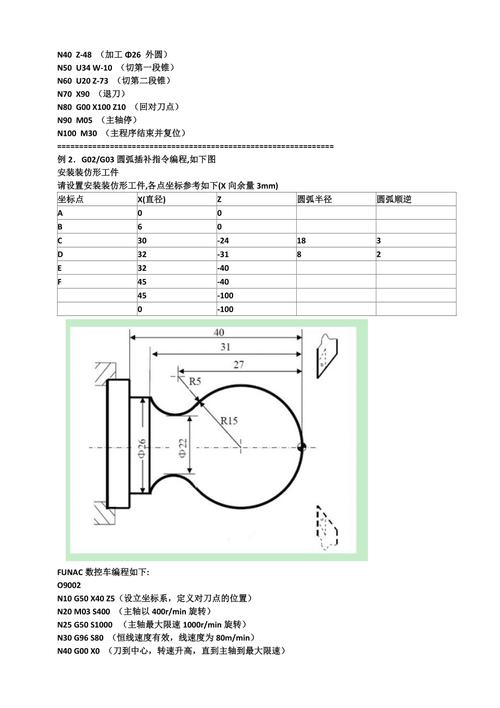
下面是一个简单的车铣复合C轴编程实例,假设我们需要对一个圆柱形工件进行车铣复合加工,具体步骤如下:
```G代码
O0001(车铣复合C轴编程实例)
N10 G17 G20 G40 G90 ; 选择XY平面、英寸模式、取消半径补偿、绝对编程模式
N20 T0101 M06 ; 选择车刀T0101
N30 G54 ; 选择工件坐标系
N40 G00 X0. Y0. ; 快速定位到加工起始点
N50 S1000 M03 ; 设定主轴转速和正转
N60 G43 H01 Z0.1 ; 刀具长度补偿
N70 G01 Z0.5 F10. ; 下刀到加工深度
N80 G41 D01 ; 刀具半径补偿
N90 G01 X1. F20. ; 车削外圆
N100 G02 X1. Y1. R1. ; 铣削圆角
N110 G01 Y2. ; 车削一条直线
N120 G03 X0. Y2. R1. ; 铣削另一个圆角
N130 G01 X0. ; 车削另一条直线
N140 G40 ; 取消刀具半径补偿
N150 G00 Z0.1 ; 抬刀
N160 M05 ; 关闭主轴
N170 M30 ; 程序结束
```
车铣复合C轴编程是一项复杂的工作,需要对加工工艺和编程语言有深入的了解。在实际应用中,还需要根据具体的加工要求和机床类型进行调整和优化。建议在实际操作中,结合实际情况,不断调试和改进程序,以达到最佳的加工效果和生产效率。
通过以上实例,我们对车铣复合C轴编程有了初步的了解,希望能对你有所帮助!
版权声明:本文为 “联成科技技术有限公司” 原创文章,转载请附上原文出处链接及本声明;